酸醇比对水杨酸甲酯收率的影响
当酯化反应在回流状态时,催化剂用量为10%,酯化反应时间为3h,反应温度为75-80℃,使用不同的酸醇比可获得不同的醋产率,影响结果见下表:
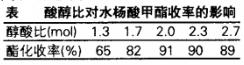
由于以上可见,酯化反应醇酸配比对酯化反应的影响比较大,随醇酸配比的加大,酯化收率大幅增加。但加大到2:1(mol)后幅度减小。主要原因是甲醇过量有利于向正方形进行,其次,甲醇过烧水杨酸溶解不好,对反应不利,对分水也不利。
但甲醇用量增加,肯定会加大回流量,相对地降低反应温度,在已定的条件下,反应速度略有降低。再者甲醇过量太大,也会稀释了水杨酸,酯化速率下降,在测量时间3h内,酯产率降低。